圆柱头焊钉
GB10433

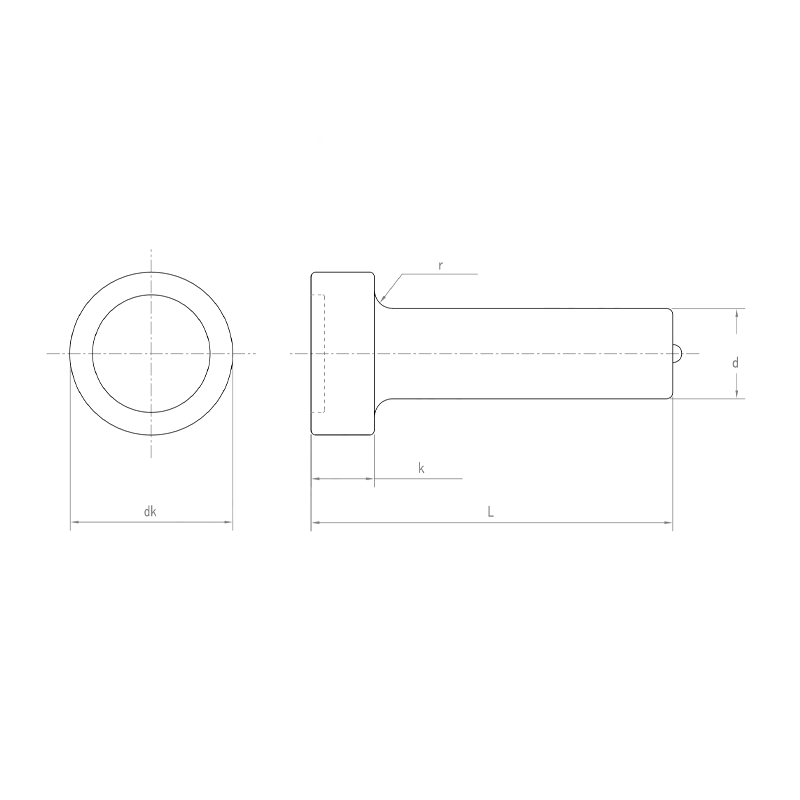
直径范围 Φ13-Φ22 长度范围 60mm-200mm
| 材质 | Q195 |
|---|---|
| 标准 | GB国标 |
| 头形 | 圆柱 |
| 表面 | 本色 |
| (mm) | Φ10 | Φ13 | Φ16 | Φ19 | Φ22 | Φ25 |
|---|---|---|---|---|---|---|
| d(min) | 9.64 | 12.57 | 15.57 | 18.48 | 21.48 | 24.48 |
| d(max) | 10 | 13 | 16 | 19 | 22 | 25 |
| dk(max) | 18.35 | 22.42 | 29.42 | 32.5 | 35.5 | 40.5 |
| dk(min) | 17.65 | 21.58 | 28.58 | 31.5 | 34.5 | 39.5 |
| k(max) | 7.45 | 8.45 | 8.45 | 10.45 | 10.45 | 12.55 |
| k(min) | 6.55 | 7.55 | 7.55 | 9.55 | 9.55 | 11.45 |
| r(min) | 2 | 2 | 2 | 2 | 3 | 3 |
| 材料 | 牌号 | ML15Al、ML15 |
| 标准 | GB/T 6478 | |
| 机械性能 | σb≥400N/mm2 | |
| σs或σp0.2≥320N/mm2 | ||
| δ5≥14% | ||
| 表面处理 | 焊钉不经表面处理 | |
| 表面缺陷 | 焊钉表面应无锈蚀、氧化皮、油脂和毛刺等。其杆部表面不允许有影响使用的裂缝,但头部裂缝的深度(径向)不得超过0.25(dk-d)mm。 | |
| 验收及包装 | 尺寸特性检查:焊钉直径d:AQL=1;其他尺寸特性:AQL=2.5 | |
| 机械性能和焊接性能特性检查:每一项目:合格质量水平AQL=1.5;样本大小n=3;合格判定数Ac=0 | ||
| ; | ||
| 其他标准按GB/T 90.1规定 | ||